
超细颗粒硬质合金
适用于高温合金和钛合金
粗加工, 半精加工和精加工
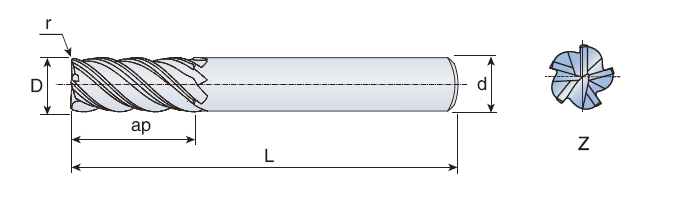
5刃, R角, X涂层,不等分刃,不等螺旋角
实现钛合金和高温合金等难加工材料的高效加工。
不等分刃及不等螺旋角设计有效抑制了切削震动,
辅助优化的刃口处理增加了刀具的使用寿命。
优势应用:钛合金的精加工、半精加工







| 规格 |
刃径 (mm) |
刃长 (mm) |
柄径 (mm) |
总长 (mm) |
刃数 | 刀尖 | 涂层 |
| GCM540 060 D 21 057 R050 X | 6 | 13 | 6 | 57 | 5 | R0.5 | Microkevlar X |
| GCM540 060 D 21 057 R100 X | 6 | 13 | 6 | 57 | 5 | R1 | Microkevlar X |
| GCM540 080 D 23 063 R050 X | 8 | 19 | 8 | 63 | 5 | R0.5 | Microkevlar X |
| GCM540 080 D 23 063 R100 X | 8 | 19 | 8 | 63 | 5 | R1 | Microkevlar X |
| GCM540 080 D 23 063 R150 X | 8 | 19 | 8 | 63 | 5 | R1.5 | Microkevlar X |
| GCM540 080 D 23 063 R200 X | 8 | 19 | 8 | 63 | 5 | R2 | Microkevlar X |
| GCM540 100 D 22 072 R050 X | 10 | 22 | 10 | 72 | 5 | R0.5 | Microkevlar X |
| GCM540 100 D 22 072 R100 X | 10 | 22 | 10 | 72 | 5 | R1 | Microkevlar X |
| GCM540 100 D 22 072 R150 X | 10 | 22 | 10 | 72 | 5 | R1.5 | Microkevlar X |
| GCM540 100 D 22 072 R200 X | 10 | 22 | 10 | 72 | 5 | R2 | Microkevlar X |
| GCM540 120 D 21 083 R050 X | 12 | 26 | 12 | 83 | 5 | R0.5 | Microkevlar X |
| GCM540 120 D 21 083 R100 X | 12 | 26 | 12 | 83 | 5 | R1 | Microkevlar X |
| GCM540 120 D 21 083 R150 X | 12 | 26 | 12 | 83 | 5 | R1.5 | Microkevlar X |
| GCM540 120 D 21 083 R200 X | 12 | 26 | 12 | 83 | 5 | R2 | Microkevlar X |
| GCM540 120 D 21 083 R250 X | 12 | 26 | 12 | 83 | 5 | R2.5 | Microkevlar X |
| GCM540 120 D 21 083 R300 X | 12 | 26 | 12 | 83 | 5 | R3 | Microkevlar X |
| GCM540 160 D 22 092 R100 X | 16 | 36 | 16 | 92 | 5 | R1 | Microkevlar X |
| GCM540 160 D 22 092 R150 X | 16 | 36 | 16 | 92 | 5 | R1.5 | Microkevlar X |
| GCM540 160 D 22 092 R200 X | 16 | 36 | 16 | 92 | 5 | R2 | Microkevlar X |
| GCM540 160 D 22 092 R250 X | 16 | 36 | 16 | 92 | 5 | R2.5 | Microkevlar X |
| GCM540 160 D 22 092 R300 X | 16 | 36 | 16 | 92 | 5 | R3 | Microkevlar X |
| GCM540 160 D 22 092 R400 X | 16 | 36 | 16 | 92 | 5 | R4 | Microkevlar X |
| GCM540 200 D 22 104 R100 X | 20 | 44 | 20 | 104 | 5 | R1 | Microkevlar X |
| GCM540 200 D 22 104 R150 X | 20 | 44 | 20 | 104 | 5 | R1.5 | Microkevlar X |
| GCM540 200 D 22 104 R200 X | 20 | 44 | 20 | 104 | 5 | R2 | Microkevlar X |
| GCM540 200 D 22 104 R250 X | 20 | 44 | 20 | 104 | 5 | R2.5 | Microkevlar X |
| GCM540 200 D 22 104 R300 X | 20 | 44 | 20 | 104 | 5 | R3 | Microkevlar X |
| GCM540 200 D 22 104 R400 X | 20 | 44 | 20 | 104 | 5 | R4 | Microkevlar X |
| GCM540 200 D 22 104 R500 X | 20 | 44 | 20 | 104 | 5 | R5 | Microkevlar X |
| GCM540 250 D 21 121 R100 X | 25 | 54 | 25 | 121 | 5 | R1 | Microkevlar X |
| GCM540 250 D 21 121 R150 X | 25 | 54 | 25 | 121 | 5 | R1.5 | Microkevlar X |
| GCM540 250 D 21 121 R200 X | 25 | 54 | 25 | 121 | 5 | R2 | Microkevlar X |
| GCM540 250 D 21 121 R250 X | 25 | 54 | 25 | 121 | 5 | R2.5 | Microkevlar X |
| GCM540 250 D 21 121 R300 X | 25 | 54 | 25 | 121 | 5 | R3 | Microkevlar X |
| GCM540 250 D 21 121 R400 X | 25 | 54 | 25 | 121 | 5 | R4 | Microkevlar X |
| GCM540 250 D 21 121 R500 X | 25 | 54 | 25 | 121 | 5 | R5 | Microkevlar X |

Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
Side Milling
GCM540 Speed and Recommendations 推荐参数表
ISO GROUP
CMG
Type of cut 切削形式
ap*Dc 切深
ae*Dc 切宽
Vc 线速度
Parameters 参数
6
8
10
12
16
20
25
P
P 1-2

1.5
0.3
144 100-187
RPM转速
7639
5730
4584
3820
2865
2292
1833
Fz每齿切削量
0.034
0.038
0.050
0.063
0.076
0.089
0.101
F进给
1299
1089
1146
1203
1089
1020
926
P 3-4

1.5
0.3
101 70-130
RPM转速
5358
4019
3215
2679
2009
1607
1286
Fz每齿切削量
0.034
0.038
0.050
0.063
0.076
0.089
0.101
F进给
911
764
804
844
764
715
649
P 5-6
1.5
0.3
60 42-78
RPM转速
3183
2387
1910
1592
1194
955
764
Fz每齿切削量
0.024
0.027
0.035
0.044
0.054
0.082
0.071
F进给
382
322
334
350
322
296
271
M
M 8-9
1.5
0.3
82 56-106
RPM转速
4350
3263
2610
2175
1631
1305
1044
Fz每齿切削量
0.030
0.032
0.038
0.063
0.069
0.076
0.088
F进给
653
522
496
685
563
496
459
M10
1.5
0.3
117 82-152
RPM转速
6207
4655
3724
3104
2328
1862
1490
Fz每齿切削量
0.024
0.025
0.030
0.046
0.054
0.061
0.071
F进给
745
582
559
714
628
568
529
M11
1.5
0.3
59 42-77
RPM转速
3130
2348
1878
1565
1174
939
751
Fz每齿切削量
0.030
0.032
0.038
0.063
0.069
0.076
0.089
F进给
470
376
357
493
405
357
331
K
K 12-13
1.5
0.3
106 72-137
RPM转速
5623
4218
3374
2812
2109
1687
1350
Fz每齿切削量
0.043
0.048
0.063
0.079
0.096
0.111
0.126
F进给
1209
1012
1063
1111
1012
936
850
S
S22
1.5
0.3
69 50-89
RPM转速
3661
2745
2196
1830
1373
1098
879
Fz每齿切削量
0.027
0.029
0.034
0.057
0.062
0.069
0.079
F进给
494
398
373
522
426
379
347
S 19-21
1.5
0.1
31 21-40
RPM转速
1645
1233
987
822
617
493
395
Fz每齿切削量
0.021
0.022
0.027
0.044
0.048
0.053
0.062
F进给
173
136
133
181
148
131
132
案例
| 试刀设备 | 机床(名称、型号及使用情况)C.B Ferrari A SERIES | |||||
| 功率(KW) | 25 | 主轴转速范围 | 12000 | |||
| 刀柄形式 | HSK63 | 夹头及精度 | 热缩 | |||
| 夹具 | 专用 | 加工方式 | 侧铣 | |||
| 试件 | 零件名称 | 航空叶片 | 件号 | |||
| 材料 | GH2132 | 热处理 | □ 是 | |||
| 规格 | 硬度: HRC_38_ | |||||
| 试刀记录 | 5F, 10MM, R2 | 5F, 10MM, R2 | 5F, 10MM, R2 | |||
| 刀具品牌 | 耐高酷乐 | 竞争对手S | 竞争对手C | |||
| 规格型号 | GCM540100D22072R200X | 著名品牌 | 著名品牌 | |||
| 刃数/涂层 | 5F,Microkevlar X | 5F,ALTIN | 4F,ALCrN | |||
| 主轴转速(RPM) | 1900rev/min | 1900rev/min | 1900rev/min | |||
| 切削深度(ap) | 0.4mm | 0.4mm | 0.4mm | |||
| 切削宽度(ae) | 0.4mm | 0.4mm | 0.4mm | |||
| 切削线速度(Vc) | 60m/min | 60m/min | 60m/min | |||
| 每齿切削量(CTP) | 0.04mm | 0.04mm | 0.04mm | |||
| 进给量(F值) | 380mm/min | 300mm/min | 380mm/min | |||
| 刀具悬伸量 | 27mm | 27mm | 27mm | |||
| 冷却液 | 水溶冷却液,冷却良好 | 水溶冷却液,冷却良好 | 水溶冷却液,冷却良好 | |||
| 每件加工时间 | 19min | 19min | 19min | |||
| 刀具寿命 | 18件 | 16件 | 15件 | |||