
●Ultra-fine Cemented Carbide
●Suitable for High Temperature Alloy and Titanium Alloys machining
●Rough, Semi-Finish and Finish processing
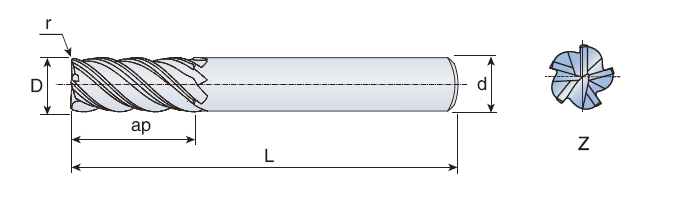
●5F, Radius, X coating, Unequal indexing, Multiple helix
●Realize high efficiency processing of difficult-to-machine materials. Unequal indexing, Multiple helix geometry delivers silent cutting and reduce chattering, optimized edge preparation increases tool life.
●Recommend Application: Semi-Finish and Finish processing for Titanium Alloy








| P/N |
Flute Dia.
(mm)
|
Flute Length
(mm)
|
Shank Dia.
(mm)
|
Overall Length
(mm)
|
F# | Tip | Coating |
| GCM540 060 D 21 057 R050 X | 6 | 13 | 6 | 57 | 5 | R0.5 | Microkevlar X |
| GCM540 060 D 21 057 R100 X | 6 | 13 | 6 | 57 | 5 | R1 | Microkevlar X |
| GCM540 080 D 23 063 R050 X | 8 | 19 | 8 | 63 | 5 | R0.5 | Microkevlar X |
| GCM540 080 D 23 063 R100 X | 8 | 19 | 8 | 63 | 5 | R1 | Microkevlar X |
| GCM540 080 D 23 063 R150 X | 8 | 19 | 8 | 63 | 5 | R1.5 | Microkevlar X |
| GCM540 080 D 23 063 R200 X | 8 | 19 | 8 | 63 | 5 | R2 | Microkevlar X |
| GCM540 100 D 22 072 R050 X | 10 | 22 | 10 | 72 | 5 | R0.5 | Microkevlar X |
| GCM540 100 D 22 072 R100 X | 10 | 22 | 10 | 72 | 5 | R1 | Microkevlar X |
| GCM540 100 D 22 072 R150 X | 10 | 22 | 10 | 72 | 5 | R1.5 | Microkevlar X |
| GCM540 100 D 22 072 R200 X | 10 | 22 | 10 | 72 | 5 | R2 | Microkevlar X |
| GCM540 120 D 21 083 R050 X | 12 | 26 | 12 | 83 | 5 | R0.5 | Microkevlar X |
| GCM540 120 D 21 083 R100 X | 12 | 26 | 12 | 83 | 5 | R1 | Microkevlar X |
| GCM540 120 D 21 083 R150 X | 12 | 26 | 12 | 83 | 5 | R1.5 | Microkevlar X |
| GCM540 120 D 21 083 R200 X | 12 | 26 | 12 | 83 | 5 | R2 | Microkevlar X |
| GCM540 120 D 21 083 R250 X | 12 | 26 | 12 | 83 | 5 | R2.5 | Microkevlar X |
| GCM540 120 D 21 083 R300 X | 12 | 26 | 12 | 83 | 5 | R3 | Microkevlar X |
| GCM540 160 D 22 092 R100 X | 16 | 36 | 16 | 92 | 5 | R1 | Microkevlar X |
| GCM540 160 D 22 092 R150 X | 16 | 36 | 16 | 92 | 5 | R1.5 | Microkevlar X |
| GCM540 160 D 22 092 R200 X | 16 | 36 | 16 | 92 | 5 | R2 | Microkevlar X |
| GCM540 160 D 22 092 R250 X | 16 | 36 | 16 | 92 | 5 | R2.5 | Microkevlar X |
| GCM540 160 D 22 092 R300 X | 16 | 36 | 16 | 92 | 5 | R3 | Microkevlar X |
| GCM540 160 D 22 092 R400 X | 16 | 36 | 16 | 92 | 5 | R4 | Microkevlar X |
| GCM540 200 D 22 104 R100 X | 20 | 44 | 20 | 104 | 5 | R1 | Microkevlar X |
| GCM540 200 D 22 104 R150 X | 20 | 44 | 20 | 104 | 5 | R1.5 | Microkevlar X |
| GCM540 200 D 22 104 R200 X | 20 | 44 | 20 | 104 | 5 | R2 | Microkevlar X |
| GCM540 200 D 22 104 R250 X | 20 | 44 | 20 | 104 | 5 | R2.5 | Microkevlar X |
| GCM540 200 D 22 104 R300 X | 20 | 44 | 20 | 104 | 5 | R3 | Microkevlar X |
| GCM540 200 D 22 104 R400 X | 20 | 44 | 20 | 104 | 5 | R4 | Microkevlar X |
| GCM540 200 D 22 104 R500 X | 20 | 44 | 20 | 104 | 5 | R5 | Microkevlar X |
| GCM540 250 D 21 121 R100 X | 25 | 54 | 25 | 121 | 5 | R1 | Microkevlar X |
| GCM540 250 D 21 121 R150 X | 25 | 54 | 25 | 121 | 5 | R1.5 | Microkevlar X |
| GCM540 250 D 21 121 R200 X | 25 | 54 | 25 | 121 | 5 | R2 | Microkevlar X |
| GCM540 250 D 21 121 R250 X | 25 | 54 | 25 | 121 | 5 | R2.5 | Microkevlar X |
| GCM540 250 D 21 121 R300 X | 25 | 54 | 25 | 121 | 5 | R3 | Microkevlar X |
| GCM540 250 D 21 121 R400 X | 25 | 54 | 25 | 121 | 5 | R4 | Microkevlar X |
| GCM540 250 D 21 121 R500 X | 25 | 54 | 25 | 121 | 5 | R5 | Microkevlar X |


GCM540 Speed and Recommendations
P
1-2
Side Milling
144
100-187
P
3-4
Side Milling
101
70-130
P
5-6
Side Milling
60
42-78
M
8-9
Side Milling
82
56-106
Side Milling
117
82-152
Side Milling
59
42-77
K
12-13
Side Milling
106
72-137
Side Milling
69
50-89
S
19-21
Side Milling
31
21-40
ISO GROUP
CMG
Type of cut
ap*Dc
ae*Dc
Vc
Parameters
6
8
10
12
16
20
25
P

1.5
0.3
RPM
7639
5730
4584
3820
2865
2292
1833
Fz
0.034
0.038
0.050
0.063
0.076
0.089
0.101
F
1299
1089
1146
1203
1089
1020
926

1.5
0.3
RPM
5358
4019
3215
2679
2009
1607
1286
Fz
0.034
0.038
0.050
0.063
0.076
0.089
0.101
F
911
764
804
844
764
715
649
1.5
0.3
RPM
3183
2387
1910
1592
1194
955
764
Fz
0.024
0.027
0.035
0.044
0.054
0.082
0.071
F
382
322
334
350
322
296
271
M
1.5
0.3
RPM
4350
3263
2610
2175
1631
1305
1044
Fz
0.030
0.032
0.038
0.063
0.069
0.076
0.088
F
653
522
496
685
563
496
459
M10
1.5
0.3
RPM
6207
4655
3724
3104
2328
1862
1490
Fz
0.024
0.025
0.030
0.046
0.054
0.061
0.071
F
745
582
559
714
628
568
529
M11
1.5
0.3
RPM
3130
2348
1878
1565
1174
939
751
Fz
0.030
0.032
0.038
0.063
0.069
0.076
0.089
F
470
376
357
493
405
357
331
K
1.5
0.3
RPM
5623
4218
3374
2812
2109
1687
1350
Fz
0.043
0.048
0.063
0.079
0.096
0.111
0.126
F
1209
1012
1063
1111
1012
936
850
S
S22
1.5
0.3
RPM
3661
2745
2196
1830
1373
1098
879
Fz
0.027
0.029
0.034
0.057
0.062
0.069
0.079
F
494
398
373
522
426
379
347
1.5
0.1
RPM
1645
1233
987
822
617
493
395
Fz
0.021
0.022
0.027
0.044
0.048
0.053
0.062
F
173
136
133
181
148
131
132

| Machine | Machine: C.B Ferrari A SERIES | ||||
| Power(KW) | 25 | Spindle speed | 12000 | ||
| Holder | HSK63 | Typer | Heat shrinkable | ||
| Fixture | Special | Working way | Side milling | ||
| Workpiece | Name | Aero-engine Blade | P/N | ||
| Material | GH2132 | Heat treatment | □ Yes | ||
| Spec. | Hardness: HRC_38_ | ||||
| Discription | 5F, 10MM, R2 | 5F, 10MM, R2 | 5F, 10MM, R2 | ||
| Brand | Couloir Cutter | Competitor S | Competitor C | ||
| P/N | GCM540100D22072R200X | Famous Brand | Famous Brand | ||
| Flute#/Coating | 5F,Microkevlar X | 5F,ALTIN | 4F,ALCrN | ||
| Spindle Speed(RPM) | 1900rev/min | 1900rev/min | 1900rev/min | ||
| Depth of Cut(ap) | 0.4mm | 0.4mm | 0.4mm | ||
| Width of Cut(ae) | 0.4mm | 0.4mm | 0.4mm | ||
| Cutting speed(Vc) | 60m/min | 60m/min | 60m/min | ||
| Feed per tooth(CTP) | 0.04mm | 0.04mm | 0.04mm | ||
| Feed (F) | 380mm/min | 300mm/min | 380mm/min | ||
| Cutter reach | 27mm | 27mm | 27mm | ||
| Cooling | Aqueous coolant in good condition | Aqueous coolant in good condition | Aqueous coolant in good condition | ||
| Time/pcs | 19min | 19min | 19min | ||
| Tool life | 18pcs | 16pcs | 15pcs | ||
Adress:4FL, BINTIAN MANSION, YONGLE INDUSTRIAL PARK, JINGHE NEW CITY OF XIXIAN NEW AREA, SHAANXI PROVINCE, CHINA. 713702
TEL:86-29-38952897/15091858296
FAX:86-29-38952897
ICP Record Number:Shaanxi ICP No. 19008760-1